


說明:產(chǎn)品資料pdf+cad+3d等圖紙請聯(lián)系客服索取,謝謝!
滾珠絲桿副是精密傳動部件,應(yīng)由專業(yè)人員裝配、維修,安裝滾珠絲杠副需要專門的技能及必要的測量工具,在安裝過程中需要輕拿輕放井按一定的規(guī)范進行裝配。下面以采用標(biāo)準(zhǔn)支撐單元的一端固定一端支承安裝方式滾珠絲杠機構(gòu)為例,深圳市漢工精密科技有限公司說明具體的裝配步驟:
1支單元的裝配
(1)將固定端支撐單元安裝到絲杠上
由于軸承內(nèi)圈與絲杠之間為過盈配合,因此裝配兩側(cè)支撐單元軸承時不能使軸承直接受到?jīng)_擊,需要使用專用的軸承裝配襯套,如圖13-36所示
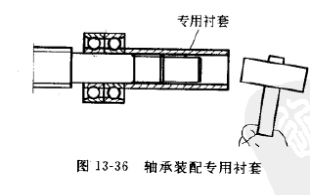
軸承直
(2)用鎖緊螺母將固定端支撐單元固定將固定端支撐單元裝入絲杠后,擰緊鎖緊螺母,用墊片和無頭緊固螺釘將鎖緊螺母固定。為了防止鎖緊螺母在工作過程中松動,用墊片和無頭六角螺釘將鎖緊螺母固定時,一般要在螺釘螺紋上涂加螺絲膠水后再固定,螺絲膠水會自然固化。在嚴(yán)酷的條件下使用時還必須考慮其他零部件的松弛問題
為了減少鎖緊螺母與調(diào)整環(huán)、軸承接觸面的變形,裝配時首先用兩倍的擰緊力矩將鎖緊螺母鎖緊,然后再放松,之后再用規(guī)定的扭矩將鎖緊螺母重新鎖緊。
(3)裝入螺母支座
將螺母支座裝人滾珠螺母,用螺釘暫時固定(不擰緊)。注意在裝入螺母支座時,如果滾珠螺母是帶外循環(huán)回流管的結(jié)構(gòu),應(yīng)該轉(zhuǎn)動滾珠螺母,使回流管位于靠工作臺的一側(cè)這樣滾珠在循環(huán)時可以依靠自身的重力使運動更順暢。
有時候不采用螺母支座進行過渡連接在工作臺的下方直接設(shè)計滾珠螺母安裝孔,裝配時將滾珠螺母直接裝人工作臺。
如果滾珠螺母外徑大于支撐端軸承外徑,則可以在裝人支撐端軸承后再裝入螺母支座或工作臺。如果滾珠螺母外徑小于支撐端軸承外徑,則必須在裝入支撐端軸承之前先將滾珠螺母裝入螺母支座或工作臺并暫時固定,杏則可能出現(xiàn)支撐端軸承裝配完畢后滾珠螺母無法裝入螺母支座或工作臺的情況。
(4)將支撐端支撐單元安裝到絲杠上
用軸承裝配專用襯套將支撐端軸承裝入絲杠支撐端,再用專用工具鉗將彈性擋圈裝入絲杠的定位溝槽內(nèi)對軸承軸向固定,最后將軸承裝入支撐端支撐單元軸承孔內(nèi),下面裝配圖
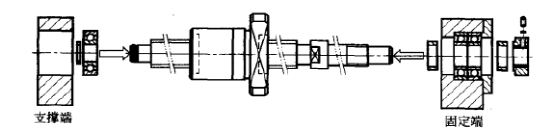
圖13-37兩端支撐單元裝配示意圖
(1)裝配要點
2.與工作臺及底座的安裝
①滾珠絲杠與直線導(dǎo)軌或直線軸承同時使用
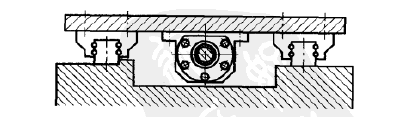
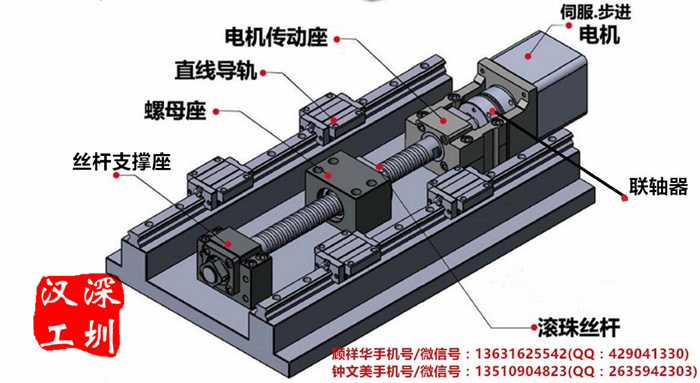
由于滾珠絲杠機構(gòu)只是一種傳動部件,滾珠螺母只對負(fù)載工作臺提供一個直線運動的牽引力,工作臺的直線運動還需要專門的導(dǎo)向部件來導(dǎo)向,所以,滾珠絲杠機構(gòu)一般是與直線導(dǎo)軌機構(gòu)或直線軸承同時使用的,負(fù)載工作臺同時與滾珠螺母支座及直線導(dǎo)軌的滑塊(或直線軸承)裝配連接在一起,如圖13-38所示
②工作臺的運動方向
如圖13-38所示,通常在裝配直線導(dǎo)軌時在直線導(dǎo)軌的安裝基礎(chǔ)上設(shè)計加工有專門
的導(dǎo)向定位邊(單側(cè)或雙側(cè)),因此當(dāng)按照直線導(dǎo)軌的裝配操作規(guī)范將工作臺與直線導(dǎo)軌
的滑塊裝配固定完畢后,工作臺的運動方向就巳經(jīng)確定了
③兩端支撐單元的軸承座孔中心與螺母支座孔中心要精確調(diào)整到“三點同心”的最住狀態(tài),即三個安裝孔中心必須精確調(diào)整到位于一條直線上,不允許在不同心的情況下強制安裝,否則會破壞滾珠絲杠的精度,這也是前面將螺母支座裝入滾珠螺母后暫時不擰緊的原因,因為還需要進行仔細(xì)的調(diào)整。
④通常首先裝配直線導(dǎo)軌及工作臺,固定工作臺的運動方向后,再以此為基準(zhǔn)調(diào)整滾珠絲杠的方向并使之與工作臺運動方向嚴(yán)格平行。所以,將支撐單元最后固定在底座上、將滾珠螺母支座與滾珠螺母最后固定、將滾珠螺母支座最后固定到工作臺上之前,這四個部位都應(yīng)進行仔細(xì)的調(diào)整,使由支撐單元、絲杠、滾珠螺母確定的運動方向與工作臺的運動方向在高度、左右方向調(diào)整到嚴(yán)格平行。
除以工作臺的運動方向為基準(zhǔn)調(diào)整滾珠絲杠方向的裝配方法外,在某些情況下有時也采用另外一種裝配方法,即首先裝配固定滾珠絲杠的運動方向,再以此為基準(zhǔn)調(diào)整工作臺(及直線導(dǎo)軌)的運動方向
不允許在導(dǎo)軌與絲杠方向不一致的情況下強行將滾珠螺母安裝于螺母支座上,裝配時也不能施加過大的力。因為絲杠的溝槽經(jīng)過淬火和研磨加工,如果將絲杠與滾珠螺母。強行擰入會在絲杠的溝槽上產(chǎn)生壓痕,降低機構(gòu)的精度與壽命。滾珠螺母與絲杠錯扣也會縮短壽命。
(3)裝配步驟
①將螺母支座暫時固定到工作臺上,螺釘不擰緊
②將固定端支撐單元暫時擰緊在底座上,轉(zhuǎn)動絲杠,使工作臺移動靠近固定端支撐單元并找出支撐單元的中心,調(diào)整螺母支座位置使螺母能夠隨工作臺平滑移動,然后將支撐單元初步固定在底座上。注意擰緊支撐單元的固定螺釘時應(yīng)交叉進行
注意:由于通常都是以由直線導(dǎo)軌確定的工作臺運動方向為基準(zhǔn)來調(diào)整滾珠絲杠的方向,因此需要調(diào)整支撐單元的位置使支撐單元及絲杠中心位于一條直線上并與工作臺方向一致。支撐單元在水平面內(nèi)的左右擺動及移動調(diào)整都非常容易,而絲杠在高度方向的調(diào)整就困難了’只能用墊片來調(diào)節(jié)軸承中心偏低的支撐單元髙度。這種專用墊片通常用厚度很薄的黃銅箔制造,并有從十分之幾至百分之幾毫米的多種厚度規(guī)格。調(diào)整時根據(jù)需要選用不同的墊片組合來調(diào)節(jié)支撐單元的高度,可能需要使用多層墊片,墊片可根據(jù)需要剪成適當(dāng)?shù)男螤?/span>
③轉(zhuǎn)動絲杠,使工作臺移動靠近支撐端支撐單元并找出支撐單元的中心,反復(fù)轉(zhuǎn)動絲杠使工作臺往返移動數(shù)次,直到整體都能平滑移動然后暫時將支撐單元初步固定在底座上
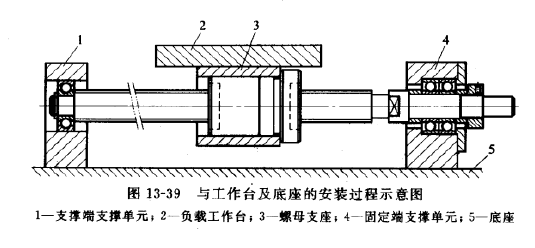
上述各步驟見圖13-39所示裝配示意圖
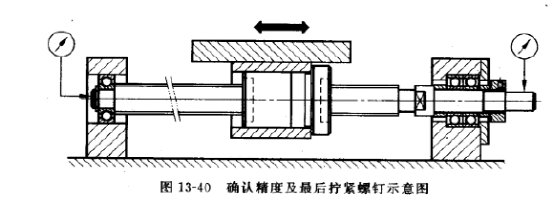
3.確認(rèn)精度及最后擰緊螺釘
如圖13-40所示,往復(fù)轉(zhuǎn)動絲杠使工作臺左右往返移動,調(diào)整支撐單元的位置直到工作臺能夠隨導(dǎo)向部件(如直線導(dǎo)軌)進行平滑穩(wěn)定的運動,如果出現(xiàn)運動不順暢現(xiàn)象就重復(fù)前面的調(diào)整步驟。用扭矩測試工具測試絲杠轉(zhuǎn)動所需要的扭矩,用千分表測試滾珠絲杠軸端的端面跳動及徑向跳動,一直調(diào)整到最佳狀態(tài)(上述位置度誤差達到最小轉(zhuǎn)動絲杠所需要的扭矩也最小),然后按滾珠螺母、螺母支座(或工作臺)、固定端支撐單元、支撐端支撐單元的順序?qū)⒏鬟B接螺釘最后擰緊。注意擰緊螺釘時應(yīng)交叉進行。
與電機的連接
(1)裝配要求
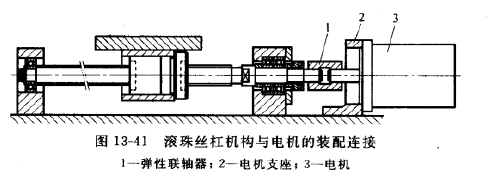
電機與絲杠一般通過彈性聯(lián)軸器來連接。由于彈性聯(lián)軸器在運行時只允許絲杠軸端與電機輸出軸的位置度存在很小的偏差,最理想的情況是兩根軸的中心位于一條直線上因此裝配電機時的調(diào)整原理與滾珠絲杠的調(diào)整原理是相同的,需要對電機輸出軸在水平面左右方向、豎直面高度方向進行精確的調(diào)整,這樣才能確保彈性聯(lián)軸器、電機及滾珠絲杠的工作壽命。
2)裝配步驟
①將電機初步安裝固定到電機支座上,暫時擰緊螺釘
②將電機支座初步安裝固定到底座上,暫時擰緊螺釘
③用彈性聯(lián)軸器將電機輸出軸與滾珠絲杠連接起來,暫時擰緊螺釘
④用千分表按圖13-20所示誤差示意圖測試電機軸的位置偏差,測試兩根軸的中心在高度方向是否等高、在水平面內(nèi)是否平行在豎直面內(nèi)是否傾斜。根據(jù)測試結(jié)果調(diào)整電機支座的左右位置,必要時采用銅箔墊片調(diào)整電機支座的高度,直到將兩根軸的位置度偏差調(diào)整到最小并且在彈性聯(lián)軸器允許的范圍內(nèi),邊運轉(zhuǎn)邊調(diào)整
⑤確認(rèn)位置度偏差達到彈性聯(lián)軸器的允許值后,最后將各固定螺釘擰緊,注意交叉擰緊螺釘
⑥試運行,仔細(xì)觀察機構(gòu)的運轉(zhuǎn)情況,如有異常情況及時停止運行并檢查原因后重新進行調(diào)整,保證裝配精度使滾珠絲桿、直線導(dǎo)軌綜合系統(tǒng)能正常可靠運行
上述裝配過程如圖13-41所示


注:如有侵權(quán),請告知刪除!
